

NSL Sugars AV Film

Products » Distillery
Production of ENA (Extra Neutral Alcohol) and Ethanol (Absolute Alcohol)
The final molasses is a byproduct in the sugar mill and contains residual sugar (sucrose), glucose and fructose. Two basic unit operations are done during production of alcohol from molasses viz. Fermentation and distillation.
-
Fermentation Process
Initially 3 to 4 tons of molasses is taken in pre-fermentor of capacity 50 KL through diluter to set up gravity 1.050.Then added 10 Kg of yeast , 10 kg of urea and 100 grams of enzyme. In this process Yeast propagation is allowed for 8 hours and yeast cell count reaches to about 350 to 400 x106 cells/ml
About 265 to 400 KL capacity 5 to 6 No’s fermentors are installed and fermentation is carried out batch wise in each fermentor. Initially 25 % of the fermentor is filled up with diluted molasses media and grown yeast culture from pre-fermentor is transferred in to main fermentor. Then chemicals urea 25kg, enzyme 900 grams , sulphuric acid 20 Kg and biocide (Sodium meta bisulphite) 10 kg are added. The molasses and water is pumped in to the fermentor through diluter in such a way to reach specific gravity of 1.090. When the specific gravity starts to fall, the predetermined quantity of molasses with water will be pumped and wash preparation is completed. The filling up process will be completed within 8 hours and then allowed to complete the fermentation reaction. The temperature in the fermentors is maintained to an optimum level (32 to 34 deg C) and pH is maintained between 4 to 4.5. Once the specific gravity of wash reaches 1.040 to 1.045, which indicates the completion of fermentation. During fermentation, initially the sucrose is converted in to glucose and fructose by enzyme invertase. Then glucose and fructose are converted in to ethyl alcohol. The whole main fermentation process will take about 24 hours.
The fermented wash with an alcohol of about 9.0% to 10.0 % is taken out from the fermentor and is passed through sludge settling tank where sludge is collected from the cone portion of the tank and is pumped to decanter to separate thick sludge and clear wash. Thick sludge mass is collected, dried and composted with press mud and sold as manure.
-
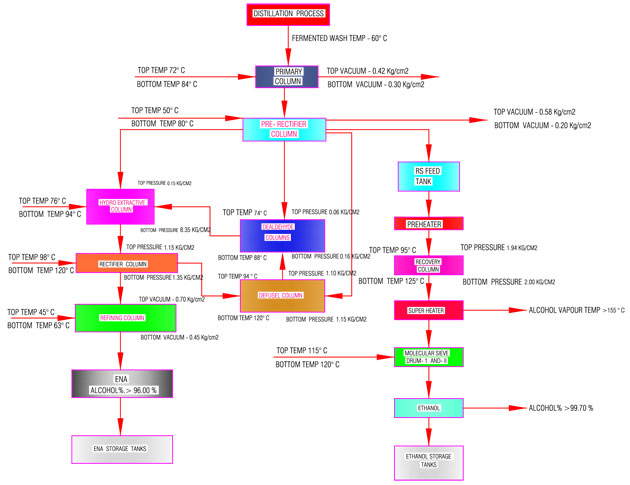
Distillation Process
The fermented wash use to contain 9.0 % to 10.0 % of alcohol is pre-heated in two stages in the beer heater by using the rectifier vapours and then in the PHE using spent wash. The preheated wash then fed to the degassifying column to remove residual volatiles. The wash then flows to analyzer column and alcohol is separated from the mother liquor wash by distillation process. Analyzer cum degasser column which operated under vacuum where in alcohol is separated and the vapour consisting of 45% v/v alcohol is transferred to pre-rectifier where in the alcohol is concentrated to 95 % v/v. Part of the liquid from degasifying column is transferred to aldehyde column.The alcoholic vapours apart from the ethyl alcohol, also contains higher alcohol, esters, aldehydes and ketones. These impurities are separated through Hydro extractive column, aldehyde column and defusel column through distillation. Finally the alcohol is concentrated to 96 % in the rectifier II column, ENA is drawn and transferred to refining column. In refining column traces of sulphur compounds are removed and final alcohol is cooled in a condenser and stored as Extra Neutral Alcohol.
-
Molecular Sieve Technology for Ethanol Process
The rectified spirit from the rectifier column is collected in a separate tank and passed through pre-heater to raise the temperature to 65°C, then fed in to the recovery column and heated through re-boiler by steam to produce vapours and the vapours are super heated with steam in super heater. The Super heated alcohol vapour is passed through one of the pair of molecular sieve beds through auto mode.
The water molecules are absorbed by the molecular sieves and become saturated within 5-6 minutes. When the first molecular sieve bed saturated with water, automatically alcohol vapours will pass through the second bed. In first bed vacuum is created and water molecules accumulated are removed by desorption. The ethanol vapours having 99.70 % alcohol are condensed and stored in the receiver tanks. The desorbed liquid contains 70 % - 75 % alcohol which is partially used for creating vacuum and remains recycled to recovery column.




{kind=link}
Useful Links
Quick Links
Corporate Office
4th floor, NSL ICON,Road No 12, Banjara Hills,
Hyderabad - 500 034
Fax:+91-40-23327919
Phone: +91 40 40514444